Три метода восстановления посадочного места подшипника
Металлополимеры или двухкомпонентные эпоксидные металлопластики WEICON – продукты, предназначенные для быстрого и долгосрочного ремонта, восстановления и техобслуживания металлических поверхностей, узлов и деталей. Используя металлопластики, можно проводить следующие работы:
- ликвидация повреждений от коррозии, в т. ч. точечной;
- создание моделей, инструментов и форм, противостоящих высокотемпературному режиму;
- проведение капремонта металлических поверхностей, а также заделка трещин;
- восстановление посадочных мест подшипников и вал-втулочных соединений;
- ремонт изделий из различных металлов, бетона, пластика и резины.
Характеристики металлополимеров
Перед применением металлополимеров WEICON изучите физическую, токсикологическую и экологическую информацию о выбранном продукте. В инструкции по эксплуатации указаны меры предосторожности и сертификаты по безопасности. Успешный технологический процесс зависит от тщательной подготовки поверхностей. Пыль, грязь, жир, масло, ржавчина и влага имеют негативное влияние на адгезию эпоксидных смол.
Металло-Пластики WEICON в жидком и затвердевшем состоянии:
Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICONA (wcn10000005).
При высоких нагрузках и температурах эксплуатации восстанавливаемой поверхности, допустимо использование:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Подбор двухкомпонентного эпоксидного композита WEICON осуществляется согласно технической таблице, представленной выше и требуемых технических характеристик для восстанавливаемой поверхности.
За консультацией по подбору металл полимера WEICON обращайтесь к нашему менеджеру по телефону 8 863 270 39 73 или закажите обратный звонок. Отправить запрос или получить дополнительную информацию можно по e-mail: info@energosnab.com
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте металлполимеры с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять наши эпоксидные композиты cбыстрой полимеризацией, например WEICONSF или WEICONWR.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
К сведению: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
- механические;
- химические;
- температурные.
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Получите подробную информацию и помощь в подборе материалов для реставрации посадочного места по телефону (863) 2703973 или направив запрос на e-mail: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% — 90%
- Изготовление оправки, как на рисунке №7
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Вы можете зарегистрироваться в интернет-магазине компании «Волгодонскэнергоснаб». Это позволит Вам самостоятельно формировать заказ и выводит на печать счет для оплаты выбранной продукции.
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
Восстановление посадочных мест подшипников полимерами. Восстановление посадочного места подшипника в корпусе. Посадочное место подшипника ступицы
Бывает, что подшипник в картере провернулся, его посадка в блоке двигателя или в картере какого то агрегата (коробки передач или заднего моста) ослабевает, и эксплуатировать автомобиль или мотоцикл с такой неисправностью нельзя, так как посадочное место подшипника ещё больше разобьётся. Такая неисправность может произойти от многократного или неправильного монтажа подшипника в отверстие (гнездо) картера, недостатка смазки (подшипник клинит и он проворачивается), или просто от неточного изготовления отверстия подшипника. И с такой неисправностью часто сталкиваются владельцы любого транспортного средства, или просто какого то станка или агрегата. Как легко избавиться от такой неисправности в домашних условиях, не имея гальванического оборудования, даже самого простого (для покрытия цинком) мы и рассмотрим в этой статье.
Конечно же можно нарастить диаметр наружной обоймы подшипника, если покрыть его хромом, или слоем цинка, и об этом я уже писал (почитать можно вот в ). Но для этого потребуется изготовить специальные заглушки (чтобы слой покрытия не попал на шарики, сепаратора и внутренние поверхности обойм), да и придётся повозиться с химреактивами.
В этой же статье, мы рассмотрим другой, ещё более простой способ наращивания наружного диаметра обоймы , который сможет осуществить как в своём гараже, так и в полевых условиях любой человек, даже школьник.
Для начала рассмотрим более распространённые традиционные методы восстановления разбитого посадочного отверстия в подшипнике, может кто то из новичков не знает о них и они кому то пригодятся. А уже после этого разберём более редкий способ, о котором большинство ремонтников не знает.
1 — картер, 2 — втулка, 3 — наружная обойма подшипника.
Так вот, если подшипник монтируется в картере какого то агрегата или его крышке, и посадочное отверстие разбито, то крышку закрепляют через планшайбу в токарном станке, а картер в кардинатно-расточном станке, и растачивают диаметр посадочного отверстия примерно на 3 — 4 мм и после этого запрессовывают в расточенное место ремонтную втулку, в которой внутренний диаметр немного больше (с припуском на чистовую обработку) и после завтуливания, растачивают внутренний диаметр втулки под диаметр наружной обоймы подшипника (см. рисунок 1).
Этот способ достаточно распространён, не смотря на то, что многим мастерам приходится искать кардинатно-расточной или токарный станок и изготавливать ещё и приспособление для точного закрепления детали. К тому же такой способ не подойдёт, если толщина металла стенки корпуса, после расточки станет тонкой и не обеспечит достаточной жёсткости отверстию подшипника. И многих это и останавливает, да и грамотного станочника не везде найдёшь.
Некоторые «мастера» пытаются вообще обойтись просто кернением посадочной поверхности, но вряд ли стоит надеяться, что такого «ремонта» хватит надолго, как правило на пару часов. Ведь обойма подшипника при таком способе будет лежать не на всей поверхности посадочного отверстия, а лишь на мизерных площадках (пупырышках), которые имеют мизерную площадь. Да и накерненные места быстро сминаются уже при монтаже подшипника (особенно в мягком алюминиевом картере), и обойма подшипника снова начинает болтаться и проворачиваться.
Наиболее доступные и эффективные способы ремонта, это когда увеличенное отверстие подшипника вообще не трогают, а занимаются лишь наращиванием толщины обоймы подшипника. И способов тут тоже несколько, это и напыление металла специальными установками, которые пока очень мало распространены, это и покрытие обоймы хромом, ну и более доступное в домашних условиях покрытие обоймы цинком, о котором я уже писал (ссылка выше в тексте).
Но существует ещё один малоизвестный, но очень простой способ наращивания размера любой круглой металлической детали, а в данном случае обоймы подшипника, который не сложно осуществить у себя дома, в гараже и даже в путешествии (на обочине дороги). Причём особой квалификации или какого то секретного мастерства не потребуется, и любой водитель, способный открыть капот на своей машине, справится с этой несложной операцией довольно легко, особенно если будет помогать помощник.
Принцип наращивания металла этим простым способом, основан на принципе работы контактной сварки. И для работы нам потребуется всего лишь пара рессор, например от Москвича или Волги, пара кусков толстого провода (подойдут кабели с зажимом «крокодил», для «прикуривания») ну и хорошо заряженный аккумулятор, или сварочный трансформатор (может подойти и мощное пуско-зарядное устройство).
1 — батарея, 2 — рессоры, 3 — подшипник, 4 — стол с подставками.
И чтобы нарастить диаметр наружной обоймы подшипника, этот подшипник нужно будет прокатывать между двух рессор, подключив к рессорам электрический ток (см. рисунок 3). И как я уже говорил, подойдут рессоры от наших отечественных машин, но если подшипник гораздо большего размера, например от грузовика, то и ширину рессор нужно подобрать пошире, от того же грузовика (можно найти старые рессоры на пунктах приёма металлолома, или в автохозяйствах).
Длинна рессор тоже зависит от диаметра подшипника, но как правило хватает длины одной рессоры около метра, а вторую можно отрезать до полуметра (так будет удобнее работать). Соединяем каждую рессору кабелем с полюсными наконечниками батареи или трансформатора, обеспечив хороший контакт.
Можно использовать клеммы от автомобиля, чтобы плотно подсоединить кабели к аккумулятору, ну а к рессорам можно зажать кабели с помощью болтов с шайбами, или мощных зажимов «крокодил» (типа сварочных). Причём полярность при подключении рессор может быть любая.
а — толщина наплавки 0,1 мм, б — толщина наплавки 0,25 мм, в — толщина наплавки в 0,5 мм.
Прокатку выполняют несколько раз, и при этом поверхность наружной обоймы постепенно покрывается большим количеством мелких привариваемых бугорков из металла рессор (см фото слева). И достаточно сделать несколько прокаток, и поверхность наружной обоймы подшипника уже наращивается до такого диаметра, что обойма уже не будет болтаться в своём разбитом отверстии.
На концы верхней рессоры полезно одеть резиновые перчатки и примотать их скотчем, или просто намотать изоленту. Это позволит избежать короткого замыкания рессор и порчи аккумулятора, если при прокатке верхняя рессора своим концом коснётся нижней рессоры.
Это часто случается, если диаметр восстанавливаемого подшипника маленький. И если подшипник уж очень маленького диаметра, то полезно при работе наоборот развернуть верхнюю рессору прогибом вверх.
При работе с аккумулятором, чтобы его не испортить,полезно вообще не защищать ржавчину на рессорах, так как ржавчина обладает дополнительным сопротивлением, которое будет препятствовать чрезмерному росту тока. Но при желании можно подключить и реостат, которым можно будет точно подобрать нужную силу тока.
Если же вместо аккумулятора будет использоваться сварочный трансформатор, то конечно лучше использовать тот, на котором есть регулировка тока. Сварочный ток выставляют в пределах 100 — 150 ампер, и чем ток больше, тем быстрее будет происходить наращивание металла, но и крупнее будут наплавляемые частицы.
Поэтому полезно подобрать золотую середину, чтобы и частицы наплавляемого металла (вкраплений) были не крупные, и возиться долго не пришлось. Можно потренироваться сперва на негодном подшипнике. Но как правило, для нормального увеличения диаметра 110- миллиметрового подшипника на 0,5 мм, потребуется ток в 150 ампер и примерно пять минут накатки. И при этом подшипник нагревается всего лишь до 100 градусов, а значит структура его металла не изменяется.
 После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
Способом, описанным в этой статье, была восстановлена посадка провернувшихся в своих местах подшипников не только легковых автомобилей и мотоциклов, но и грузовиков, и были сэкономлены не малые деньги, так как картер или заднего , ступицу , или блок двигателя уже не нужно было менять, чего и вам желаю; удачи всем.
Думаю, многие видели неосознанные вопли «Да эти ступицы — хлам, в них подшипники болтаться скоро будут!» Подобный школьный бред раздается повседневно и постоянно, по поводу и без.
Итак, речь пойдет о посадочных местах подшипников ступиц и о том, почему все-таки посадочные места проседают.
Причина первая, не зависящая от владельца — это первоначальное качество материалов, из которых изготовлена ступица.
К примеру, возьмем для сравнения ступицы CNC и обычную стандартную ступицу бюджетных питбайков.

Первая выполнена из цельного фрезерованного алюминия, вторая же часто состоит из прессованной стружки, которая деформируется под действием ударов, передающихся от поверхности движения.
Вторая причина — смешенная — это подшипники колес. Смешанная она в том плане, что зависит как от качества установленных подшипников, так и от лени владельца следить за их состоянием.

Если вы ставите дешевые подшипники, то они или быстро развалятся и начнут бить, или же даже новыми будут иметь биение, недопустимое для использования в принципе. Естественно, все удары будут передаваться на ступицу, а любой метал от удара деформируется, вот вам и просадка.
Ну, а владелец виноват в двух случаях: установка дешманских подшипников и несвоевременная замена подшипника, все просто.
Третья причина в перетянутой приводной цепи. Она дает большую нагрузку на одну сторону колеса, соответственно, неравномерное распределения нагрузок приводит к биению, ускоренному износу, ударам — и готово, посадочное просело.
НО ВСЕ ЭТО НИЧТО по сравнению с главной причиной — РУКОЖОПСТВОМ!)))
Тут просто царство инженерных идиотизмов.
Итак, первая глава — выбивание подшипников отверткой и кувалдой на холодную! Это прям то, что любит каждый школьник. После того, как он это сделает, микроны металла снимаются криво-косо выходящим подшипником, но это ерунда. Они еще и бьют не по кругу, равномерно выбивая подшипник, а долбят в одну точку. Подшипник при этом упирается одной стороной, просаживает ступицы, да еще и снимает краем необходимые микроны!
Допустим, некоторые считают, что нагрев металла не нужен, и достаточно анкерного съемника. Пусть так, подшипник хотя бы будет идти равномерно, но туго, и все равно микроны будут съедаться, а это не хорошо. Но зачем вам съемники и строительные фены? Есть же отвертка и кувалда!
Но на самом деле, если вы хотите, чтобы посадочные места подшипников и ступицы в целом служили вам долго и счастливо, то помните:
1) Следить за натяжением цепи
2) Следить за состоянием подшипников!
3) Своевременная замена подшипников
4) Использование качественных подшипников
5) При замене подшипников использовать строительный фен, КАК МИНИМУМ! И лучше всего, чтобы у вас был анкерный съемник.
Восстановление с помощью металлополимеров посадочных мест под подшипники методом вклейки.
Сущность этого метода заключается в том, что процесс восстановления посадочного места совмещается со сборочной операцией узла подшипника. В результате чего образуется неподвижное соединение подшипника и вала (корпуса подшипника), во много раз превосходящее по своим прочностным характеристикам рекомендуемые в таких случаях посадки с натягом, что более надежно предохраняет кольца подшипника от проворота, исключая появление износа и обеспечивая более надежную работу узла. При этом вклейка, в отличие от посадки с натягом, не приводит к появлению напряжений и деформаций колец подшипника, что также способствует более комфортной его работе.
Для разборки восстановленного таким способом подшипникового узла необходимо нагреть образовавшийся в месте вклейки слой металлополимера до температуры свыше 300 0С или выжечь его, например, с помощью газовой горелки.
Основные этапы процесса восстановления посадочных мест с помощью вклейки.
I. Восстановление посадочных мест с незначительным (до 0,25 ÷ 0,3 мм по диаметру), равномерным износом (без предварительной механической обработки восстанавливаемой поверхности).
1. Подготовить восстанавливаемую поверхность в соответствии с общими рекомендациями (очистить от грязи, масла и т. п., придать шероховатость наждачно бумагой, обезжирить).
2. Протереть и обезжирить посадочную поверхность подшипника.
3. Провести контрольную сборку: подшипник должен устанавливаться на посадочное место достаточно легко, без значительных усилий.
4. Защитить сепаратор подшипника липкой лентой или изолентой от возможного попадания в него металлополимера при вклейке.
5. Подготовить необходимую дозу металлополимера.
6. Нанести на посадочное место вала (корпуса) необходимый слой или слои металлополимера, тщательно смачивая восстанавливаемую поверхность.
7. Промазать, буквально смачивая, тонким слоем металлополимера посадочное место подшипника.
8. Установить подшипник на вал (в корпус), тщательно поджимая его к ограничительным буртам, втулкам, стопорным кольцам.
9. Удалить выдавленные излишки металлополимера, очистить ацетоном незащищенные места на валу (в корпусе) при случайном попадании на них металлополимера, снять защиту с сепаратора.
10. После полимеризации металлополимера узел готов к дальнейшей эксплуатации.
При указанных величинах износа центрирование подшипника относительно вала (корпуса) в процессе вклейки обеспечивается как частицами наполнителя металлополимера, попадающими в зазор, так и дополнительными способами, например: предварительным кернением восстанавливаемой поверхности (обычно достаточно накернить поверхность являющуюся опорной при вклейке), центрированием относительно других деталей и т. д.
2. Восстановление посадочных мест с незначительным (до 0,1 ÷ 0,15 мм по диаметру) износом.
При восстановлении вклейкой посадочных мест валов (корпусов) с величиной износа меньше 0,1 ÷ 0,15 мм по диаметру (величина зазора соизмерима с размером частиц наполнителя) необходимо произвести предварительную расточку посадочного места на величину 0,5 ÷ 1,0 мм, с нарезанием «рваной резьбы» или канавок. Для обеспечения при вклейке центрирования подшипника расточку ведут с оставлением поясков по краям посадочного места и по его длине (общая ширина поясков не должна превышать 50 % всей поверхности склейки) – смотри рисунок 1.
font-size:11.0pt;font-family:Arial»>Рис. 1. Восстановление с помощью металлополимеров посадочного места на валу методом вклейки подшипника:
D ном. – d 1 = 0,1 ÷ 0,15 мм;
D 1 – d 2 = 0,5 ÷ 1,0 мм;
I – места нарезания «рваной резьбы» или кольцевых канавок.
Остальные этапы восстановления аналогичны операциям по пункту 1.
3. Восстановление посадочных мест со значительным (свыше 0,5 ÷ 1,0 мм по диаметру) и неравномерным износом.
При восстановлении методом вклейки посадочных мест со значительным и неравномерным износом особое значение имеют вопросы центрирования и обеспечения соосности подшипника и вала (корпуса подшипника). Эти проблемы могут быть решены следующими способами.
1. На изношенной поверхности вдоль образующих линий устанавливаются металлические прокладки различной толщины (примерно на 0,05 ÷ 0,08 мм тоньше износа в этом месте) в виде узких металлических полосок, превосходящих по длине место износа. Свободные концы этих полос закрепляются липкой лентой, нитью и т. п. рядом с местом вклейки (желательно на участке вала с меньшим диаметром). Производится контрольная установка подшипника (подшипник должен устанавливаться на посадочное место достаточно легко, без значительных усилий). После этого на место износа наносится металлополимер (места под прокладками также промазываютя). Устанавливается подшипник. После полимеризации металлополимера вступающие концы прокладок срезаются.
2. На места износа по диаметру с помощью сварки наносятся небольшие точечные (для избежания перегрева вала) наплывы в виде колец. После этого производится их проточка до номинального посадочного диаметра подшипника. Производится контрольная установка подшипника. После этого вклейка производится по описанным выше схемам.
3. На изношенных поверхностях производится проточка для установки двух или более центрирующих колец. Кольца (разрезные) закрепляются в подготовленных канавках сваркой или вклейкой с помощью металлополимера. Установленные кольца протачиваются до посадочного номинального диаметра подшипника. Далее вклейка производится по описанным выше схемам.
Могут быть использованы и другие способы центрирования подшипника в процессе восстановления посадочного места методом вклейки с помощью металлополимеров.
При восстановлении вклейкой посадочных мест под подшипники перед нанесением металлополимера необходимо защитить имеющиеся масляные каналы липкой лентой, скотчем.
Посадочные места часто не могут быть подвержены ремонту и тогда встает вопрос о замене детали, сопряженной с подшипником и потерявшей номинальные параметры посадочного места. Подобный вариант ремонта достаточно экономически нецелесообразен. Выходом в данной ситуации является ремонт с помощью технологии Димет.
Рассмотрим примеры ремонта посадочных мест методом холодного газодинамического напыления.
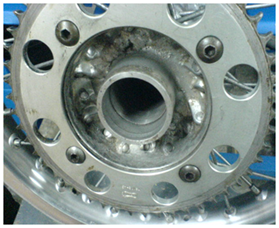
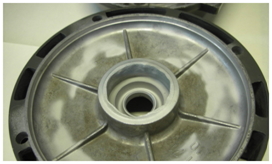
Посадочное место подшипника ступицы мотоцикла.
Дефект посадочного места состоит в том, что внешнее кольцо подшипника проворачивается при работе, что дает дополнительные нагрузки на ось внутреннего кольца и на сам подшипник.

Изображение 1. Посадочное место для внешнего кольца подшипника на колесе кроссового мотоцикла.
Для устранения данной проблемы необходимо добавление слоя металла на внутренний диаметр ступицы. Ступица выполнена из алюминиевого сплава. Перед нанесением состава предварительно обрабатываем поверхность абразивным составом К-00-04-16 . Нанесение дополнительного слоя производится в третьем режиме аппарата Димет-405 . Напыление производится с запасом. Завершающую обработку покрытия ведем при малой подаче резца на повышенных оборотах.


Изображение 2. Этапы ремонта (а — нанесенный с запасом алюминиевый слой, б — чистовой вариант готового посадочного места)
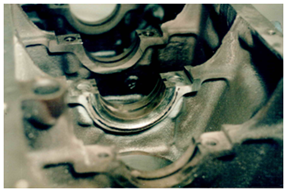
Посадочное место полукольца коленвала
Выполнен ремонт посадочного места дистанционного полукольца коленчатого вала чугунного блока цилиндров «Мерседес-Бенц» с помощью технологии Димет. Финальная обработка была произведена специальной фрезой.


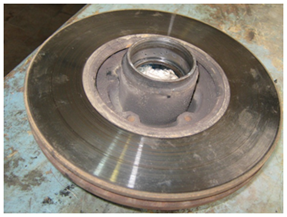
Посадочное место подшипника ступицы
Ремонт посадочного места чугунной ступицы «Форда» выполнен нанесением алюминиевого слоя, размером 0,3мм. Данные манипуляции обеспечили необходимый натяг в соединении.


Изображение 1. Стадии ремонта (а – начальная, б — финальная)
Посадочное место подшипника электродвигателя
Ремонт посадочных мест подшипников в корпусе электродвигателя произведен аппаратом , составом алюминия , режим напыления — «3». На изображения представлены этапы ремонта.
Важность правильной посадки
Если подшипник качения с внутренним кольцом посажен на вал только с натягом, может возникнуть опасное кольцевое скольжение между внутренним кольцом и валом. Это скольжение внутреннего кольца, которое называется «проскальзыванием», приводит к кольцевому сдвигу кольца относительно вала, если посадка с натягом недостаточно тугая. Когда возникает проскальзывание, подогнанные поверхности становятся шероховатыми, вызывая износ и значительное повреждение вала. Ненормальный нагрев и вибрация могут также возникнуть из-за абразивных металлических частиц, проникающих внутрь подшипника.
Важно предотвратить проскальзывание, надёжно закрепив с достаточным натягом то кольцо, которое вращается, либо к валу, либо в корпусе. Проскальзывание не всегда можно устранить посредством осевого затягивания через наружную поверхность кольца подшипника. однако, как правило, нет необходимости обеспечивать натяг колец, подвергающихся только статическим нагрузкам. Посадка иногда делается без какого-либо натяга как внутреннего, так и наружного кольца, чтобы приспособиться к определённым рабочим условиям, либо чтобы способствовать установке и разборке. В этом случае для предотвращения повреждения пригоночных поверхностей вследствие проскальзывания, следует рассмотреть смазывание или другие применимые методы.
Болтается подшипник в посадочном месте как устранить
Думаю, многие видели неосознанные вопли «Да эти ступицы — хлам, в них подшипники болтаться скоро будут!» Подобный школьный бред раздается повседневно и постоянно, по поводу и без.
Итак, речь пойдет о посадочных местах подшипников ступиц и о том, почему все-таки посадочные места проседают.
Причина первая, не зависящая от владельца — это первоначальное качество материалов, из которых изготовлена ступица.
К примеру, возьмем для сравнения ступицы CNC и обычную стандартную ступицу бюджетных питбайков.


Первая выполнена из цельного фрезерованного алюминия, вторая же часто состоит из прессованной стружки, которая деформируется под действием ударов, передающихся от поверхности движения.
Вторая причина — смешенная — это подшипники колес. Смешанная она в том плане, что зависит как от качества установленных подшипников, так и от лени владельца следить за их состоянием.
Если вы ставите дешевые подшипники, то они или быстро развалятся и начнут бить, или же даже новыми будут иметь биение, недопустимое для использования в принципе. Естественно, все удары будут передаваться на ступицу, а любой метал от удара деформируется, вот вам и просадка.
Ну, а владелец виноват в двух случаях: установка дешманских подшипников и несвоевременная замена подшипника, все просто.
Третья причина в перетянутой приводной цепи. Она дает большую нагрузку на одну сторону колеса, соответственно, неравномерное распределения нагрузок приводит к биению, ускоренному износу, ударам — и готово, посадочное просело.
НО ВСЕ ЭТО НИЧТО по сравнению с главной причиной — РУКОЖОПСТВОМ!)))
Тут просто царство инженерных идиотизмов.
Итак, первая глава — выбивание подшипников отверткой и кувалдой на холодную! Это прям то, что любит каждый школьник. После того, как он это сделает, микроны металла снимаются криво-косо выходящим подшипником, но это ерунда. Они еще и бьют не по кругу, равномерно выбивая подшипник, а долбят в одну точку. Подшипник при этом упирается одной стороной, просаживает ступицы, да еще и снимает краем необходимые микроны!
Допустим, некоторые считают, что нагрев металла не нужен, и достаточно анкерного съемника. Пусть так, подшипник хотя бы будет идти равномерно, но туго, и все равно микроны будут съедаться, а это не хорошо. Но зачем вам съемники и строительные фены? Есть же отвертка и кувалда!
Но на самом деле, если вы хотите, чтобы посадочные места подшипников и ступицы в целом служили вам долго и счастливо, то помните:
1) Следить за натяжением цепи
2) Следить за состоянием подшипников!
3) Своевременная замена подшипников
4) Использование качественных подшипников
5) При замене подшипников использовать строительный фен, КАК МИНИМУМ! И лучше всего, чтобы у вас был анкерный съемник.
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICON A (wcn10000005-34).
При высоких нагрузках и температурах эксплуатации используйте:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте WEICON TI с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять WEICON SF.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
Важно: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Получите подробную информацию и помощь в подборе материалов для реставрации посадочного места по телефону (863) 2703973 или направив запрос на e-mail: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% – 90%
- Изготовление оправки, как на рисунке №7
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
8. Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Вы можете зарегистрироваться в интернет-магазине компании «Волгодонскэнергоснаб». Это позволит Вам самостоятельно формировать заказ и выводит на печать счет для оплаты выбранной продукции.
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
Свяжитесь с нами по телефону 8 863 270 39 73 или закажите обратный звонок.Отправить запрос или получить дополнительную информацию можно по email:info@energosnab.com
Автор статьи – Екатерина Иванова

Не кидайте, плиз, тухляками, что использую Пикабу как форум по ремонту быт.техники.
В последнее время разносторонность Пикабушников и предлагаемые решения, в том числе время реагирования, порой превосходят эти параметры на специализированных форумах!
В общем меняю на стиралке подшипники и сальник, обнаружил, что ось где всё это крепится проржавела, соответственно, подшипник, который ближе к воде люфтует и надо что-то предпринять для устранения оного.
Посетили мысли следующие: сварка небольшая по краям, склейка, пока не знаю чем или вообще гильзование, по образцу и подобию как в ДВС.
П.С. ЛыЖе уже 13 лет, этот узел не меняли, если починю, вторая жизнь по ходу будет!
Восстановление посадочного места подшипника в алюминиевом корпусе
При высоких нагрузках и температурах эксплуатации используйте:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте WEICON TI с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять WEICON SF.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
Важно: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Получите подробную информацию и помощь в подборе материалов для реставрации посадочного места по телефону (863) 2703973 или направив запрос на e-mail: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% — 90%
- Изготовление оправки, как на рисунке №7
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
8. Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Вы можете зарегистрироваться в интернет-магазине компании «Волгодонскэнергоснаб». Это позволит Вам самостоятельно формировать заказ и выводит на печать счет для оплаты выбранной продукции.
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
Свяжитесь с нами по телефону 8 863 270 39 73 или закажите обратный звонок.Отправить запрос или получить дополнительную информацию можно по email:info@energosnab.com
Автор статьи — Екатерина Иванова
Посадочные места часто не могут быть подвержены ремонту и тогда встает вопрос о замене детали, сопряженной с подшипником и потерявшей номинальные параметры посадочного места. Подобный вариант ремонта достаточно экономически нецелесообразен. Выходом в данной ситуации является ремонт с помощью технологии Димет.
Рассмотрим примеры ремонта посадочных мест методом холодного газодинамического напыления.
Посадочное место подшипника ступицы мотоцикла.
Дефект посадочного места состоит в том, что внешнее кольцо подшипника проворачивается при работе, что дает дополнительные нагрузки на ось внутреннего кольца и на сам подшипник.

Изображение 1. Посадочное место для внешнего кольца подшипника на колесе кроссового мотоцикла.
Для устранения данной проблемы необходимо добавление слоя металла на внутренний диаметр ступицы. Ступица выполнена из алюминиевого сплава. Перед нанесением состава А-20-11 предварительно обрабатываем поверхность абразивным составом К-00-04-16. Нанесение дополнительного слоя производится в третьем режиме аппарата Димет-405. Напыление производится с запасом. Завершающую обработку покрытия ведем при малой подаче резца на повышенных оборотах.


Изображение 2. Этапы ремонта (а — нанесенный с запасом алюминиевый слой, б – чистовой вариант готового посадочного места)
Посадочное место полукольца коленвала
Выполнен ремонт посадочного места дистанционного полукольца коленчатого вала чугунного блока цилиндров «Мерседес-Бенц» с помощью технологии Димет. Финальная обработка была произведена специальной фрезой.

Изображение 1. Стадии ремонта (а – начальная, б — финальная)
Посадочное место подшипника ступицы
Ремонт посадочного места чугунной ступицы «Форда» выполнен нанесением алюминиевого слоя, размером 0,3мм. Данные манипуляции обеспечили необходимый натяг в соединении.

Изображение 1. Стадии ремонта (а – начальная, б — финальная)
Посадочное место подшипника электродвигателя
Ремонт посадочных мест подшипников в корпусе электродвигателя произведен аппаратом ДИМЕТ-405, составом алюминия А-20-11, режим напыления — «3». На изображения представлены этапы ремонта.

Изображение 1. Посадочные места в электродвигателе, подлежащие ремонту.

Изображение 2. На поверхность нанесен необходимый для посадки подшипника слой.

Изображение 3. Этапы нанесения слоя Димета. (а – начальный этап, б – финальный этап)


Изображение 4. Этапы нанесения слоя Димета. (а – начальный этап, б – финальный этап)
Пн–Пт: 10:00 – 17:00
Сб–Вс: Выходной
124527, г.Москва, г. Зеленоград,
Солнечная аллея, д.6
Наша компания производит качественное восстановление посадочного места под подшипник при ремонте электродвигателей всех типов. Учитывая, что электродвигатели выполняют функцию силовых агрегатов и не только сообщают вращательное движение приводам, но и передают значительные крутящие моменты, на подшипники вала воздействуют существенные радиальные и осевые нагрузки. Они имеют выраженный динамический характер и через подшипник передаются на корпус двигателя.

После длительного периода эксплуатации может нарушиться плотность прилегания подшипника в посадочном месте. Это приведёт к возникновению стуков, биений, вибраций, что в свою очередь обусловит ускоренное дальнейшее разрушение конструкции электродвигателя. В процессе различных видов ремонта, в случае необходимости, производят восстановление посадочных мест подшипников вала. Посадочные места установки располагаются на подшипниковых щитах и крышках.
Восстановление посадочного места позволяет избежать более дорогостоящей замены детали или агрегата в целом. Во многих же случаях восстановление посадочных мест – это единственная возможность починки двигателя. В частности, если в составе оборудования применяется уникальная модель электродвигателя или он снят с производства и к нему трудно найти запчасти.
В процессе всех видов ремонта (текущий, капитальный, срочный) производится ревизия состояния ответственных узлов агрегата, в том числе подшипников вращения, на которые опирается вал двигателя, а также их посадочных мест. Это относится ко всем типам электродвигателей, применяемым в быту, на производстве, в коммунальном хозяйстве, на транспорте:
- взрывозащищенные и взрывобезопасные переменного и постоянного тока;
- бесколлекторные синхронные и асинхронные трёхфазные;
- высоковольтные промышленные;
- асинхронные однофазные.
Восстановление посадочных мест валов
Другой вид ремонта – восстановление посадочных мест валов – необходимо производить в случае обнаружения следов проворота. Вал должен надёжно закрепляться во внутренней обойме подшипника. При сборке двигателя подшипник устанавливается на вал с некоторым усилием натяга.
Если это условие не соблюдается, происходит проворот вала, его нагрев и постепенный износ в месте закрепления. Своевременно проведенное восстановление посадочных мест валов обеспечит длительный период эксплуатации ротора электродвигателя.

Восстановление посадочного места под подшипник
В настоящее время применяются различные технологии, обеспечивающие восстановление посадочных мест подшипников. С их помощью удаётся вернуть агрегату работоспособность с минимальными материальными затратами. После ремонта восстановленный узел характеризуется высокой долговечностью и надёжностью.
В случае значительного износа посадочного места подшипника или вала применяют метод наплавки металлом. После этого требуется провести дополнительную механическую обработку наплавленной поверхности для получения заданного посадочного размера (под подшипник или вал).
Высокую эффективность показал новый метод реставрации – восстановление посадочных мест подшипников полимерами. С этой целью применяется специальный состав на основе полиэфирных смол. Полимерная смесь превосходит по характеристикам традиционные эпоксидные составы. Она быстрее твердеет, не теряет прочностных свойств при нагреве и с течением времени, хорошо поддаётся мехобработке.
Стоимость выполнения ремонта и перемотки электродвигателей в Москве, а также отдельных видов работ, цены на комплектующие приводятся в прайс-листе.